
全國谘詢熱線:0512-55578300
24小時谘詢(xún)熱線:13862635620
谘詢熱線(xiàn)
13862635620
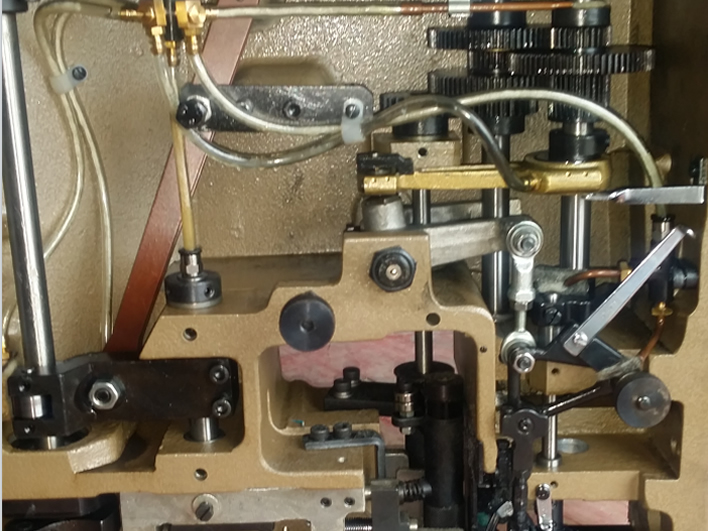

NEWLONG紐朗縫包機 NLI紐(niǔ)朗工業(yè)封包機(jī)係列維修大修保養(yǎng)服務(wù):
(1)縫包機穿(chuān)線:按規定正確的順序路跡穿針(zhēn)線(xiàn)和夾線器(qì)及(jí)過線柱孔,不能錯穿漏穿(chuān)。否則會造成(chéng)不縫包、斷線或(huò)跳線;
(2)縫包機線的張力:線的鬆緊是成功(gōng)縫包的一個重(chóng)要因(yīn)素,調(diào)整不當就會(huì)造成斷(duàn)線、跳針及肋破(pò)袋子。比較厚的袋子線的張力夾線器稍微放鬆(sōng)一點;輕材料擰緊線張力調節器;根據針距和袋厚的不同調(diào)整線的給進速率;在調整針(zhēn)線(xiàn)的鬆緊時,必須相應調(diào)整夾線器的(de)鬆緊度。
(3)縫包機壓腳壓力:如果縫包線的反麵看起(qǐ)來像被送布牙劃破的痕跡,或者(zhě)實際針距比預設的送布牙給進(jìn)速(sù)度小,則表明壓力太大,這時(shí)應該鬆開壓腳杆彈簧調節螺帽;如果縫線不直或不均勻,這時應該擰緊壓腳杆彈簧調節螺帽來調高壓力;另外在縫製厚(hòu)一(yī)些材料(liào)時減小壓力,在縫製塑(sù)料編織袋和其它薄(báo)一些材(cái)料時增加壓力。
(4)縫(féng)包機彎針(勾針)的調整:沿前進方向轉動皮帶輪,調整雙臂曲(qǔ)柄,使(shǐ)針處於最大收起(qǐ)位(wèi)置時打環器斷頭離開針的中心線7mm;
(5)縫包機進給機構的調整(zhěng):確保送布(bù)牙在通過時不要碰到針板,前(qián)送布(bù)牙(yá)中齒與針板之間應有1.5mm的間隙;後送布牙比前送布牙調低0.1mm,針腳寬度可根據需要從7mm調(diào)到(dào)11.5mm;當改變針腳(jiǎo)的寬度時,由於針導板和針之(zhī)間的間(jiān)隙也會改變,所以針導向板也必須相應調整。
(6)縫包(bāo)機剪(jiǎn)刀的(de)調整:先關閉氣源,為了使上/下刀片咬合(hé),手動移動上刀片,當兩個刀片咬合時,將兩個刀片尾(wěi)端之間間隙調至0.1—0.2mm.正常(cháng)是手動輕(qīng)輕推過去試一下看切斷情況進行微調。
13862635620 0512-55578300
地址:昆山市(shì)蕭林路146號
郵箱:foidachina@163.com
昆山91视频污版下载(kè)包裝機械有限公司 © 版權(quán)所有(yǒu) 備案號:蘇ICP備16061302號(hào)網絡推廣/網站建設:蕪湖錦峰網絡科技有限公司
 訪問手機站
訪問手機站
微信二維碼
服務熱線




管理員
該內容暫無評論